齿轮比率公式:(短期借款+一年内到期长期负债+长期借款+应付票据+应付债券)/ 股东权益×100%。
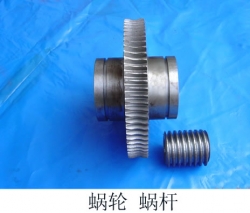
据史料记载,远在公元前400~200年的中国古代就巳开始使用齿轮,在我国山西出土的青铜齿轮是迄今巳发现的最古老齿轮,作为反映古代科学技术成就的指南车就是以齿轮机构为核心的机械装置。
17世纪末,人们才开始研究,能正确传递运动的轮齿形状。
18世纪,欧洲工业革命以后,齿轮传动的应用日益广泛;先是发展摆线齿轮,而后是渐开线齿轮,一直到20世纪初,渐开线齿轮已在应用中占了优势。
1733年,法国人M.Camus提出轮齿接触点的公法线必须通过中心连线上的节点。一条辅助瞬心线分别沿大轮和小轮的瞬心线(节圆)纯滚动时,与辅助瞬心线固联的辅助齿形在大轮和小轮上所包络形成的两齿廓曲线是彼此共轭的,这就是Camus定理。它考虑了两齿面的啮合状态;明确建立了现代关于接触点轨迹的概念。
大连齿轮加工基准的选择
对于齿轮加工基准的选择常因齿轮的结构形状不同而有所差异。带轴齿轮主要采用顶点孔定位;对于空心轴,则在中心内孔钻出后,用两端孔口的斜面定位;孔径大时则采用锥堵。
综上所述,为了减少定位误差,提高齿轮加工精度,在加工时应满足以下要求:
1)应选择基准重合、统一的定位方式;
2)内孔定位时,配合间隙应近可能减少;
3)定位端面与定位孔或外圆应在一次装夹中加工出来,以保证垂直度要求。
齿轮加工过程中的热处理要求
在齿轮加工工艺过程中,热处理工序的位置安排十分重要,它直接影响齿轮的力学性能及切削加工性。一般在齿轮加工中进行两种热处理工序,即毛坯热处理和齿形热处理
大连齿轮的齿端加工有倒圆、倒尖、倒棱和去毛刺等方式。经倒圆、倒尖后的齿轮在换档时容易进入啮合状态,减少撞击现象。倒棱可除去齿端尖角和毛刺。用指状铣刀对齿端进行倒圆的加工。倒圆时,铣刀告诉旋转,并沿圆弧作摆动,加工完一个齿后,工件退离铣刀,经分度再快速向铣刀靠近加工下一个齿的齿端。
湿式齿轮加工中消耗的切削液及切削液附加装置的费用占加工成本的20%左右,采用高速干式切削能提高2~3倍以上的加工效率,刀具的使用寿命是湿式切削的2~5倍,因此,干式切削降低了单件齿轮的加工成本。
高速干式切削既可减少切削液的消耗和冷却处理装备,又可避免对环境造成污染,还能提高生产效率,降低单件齿轮的制造成本。因此,高速干式切削成为齿加工机床制造商多年来追求的目标和发展方向。随着齿轮加工机床的高速化,机床刚性的提高,良好的抗振性及排屑技术的完善,以及干式高速切削刀具的进一步发展,高速干切已在切齿机床上全面实现。
齿轮加工正朝着高效、高精度及绿色制造方向发展,齿轮加工机床正朝着全数控、功能复合、智能化、自动化及信息化方向发展。中国齿轮加工机床制造商要抓住这一发展趋势,更好地为我国的汽车齿轮加工行业提供高效、复合、智能的装备。