大连齿轮的研磨方法
提高齿轮精度减小齿面粗糙度可采用磨削或磨研等方法。但已加工好的齿轮无磨削余量,采用常规研磨剂研磨,费时费力效果不很明显,因而采用CRONEX特种研磨材料的新工艺。对减速器齿轮采用EP6号CRONEX磨料进行研磨。研磨时首先在低速空载下研磨,然后加速加压(通过控制载荷来控制压力)研磨。研磨后齿面粗糙度由原来的2.25μm减小到0.25μm。由于减速器是在实际啮合状态下研磨,不仅粗糙度大大减小,而且提高了齿轮接触精度。经研磨后,齿轮的接触长度增加,使齿轮啮合过程中接触平稳,减小了振动和噪声。经测试,噪声由原来的64dB降至58dB~56dB。
1.什么是齿廓啮合基本定律,什么是定传动比的齿廓啮合基本定律?齿廓啮合基本定律的作用是什么?
答:一对齿轮啮合传动,风琴防护罩齿廓在任意一点接触,传动比等于两轮连心线被接触点的公法线所分两线段的反比,这一规律称为齿廓啮合基本定律。若所有齿廓接触点的公法线交连心线于固定点,则为定传动比齿廓啮合基本定律。
作用;用传动比是否恒定对齿廓曲线提出要求。
2.什么是节点、节线、节圆?节点在齿轮上的轨迹是圆形的称为什么齿轮?
答:齿廓接触点的公法线与连心线的交点称为节点,一对齿廓啮合过程中节点在齿轮上的轨迹称为节线,节线是圆形的称为节圆。具有节圆的齿轮为圆形齿轮,否则为非圆形齿轮。
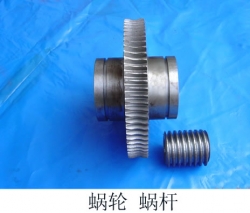
CRONEX特种研磨剂除用于自动扶梯外,还用于其他机械设备的齿轮研磨和蜗轮、蜗杆研磨。经过实践证明,此种研磨剂可以用于各种材料的齿轮及蜗轮、蜗杆研磨,可以使其精度提高2个等级以上,只要适当选择研磨剂的粒度,可以满足所要求的任何粗糙度值,从而可以提高传动效率,减小机械振动及噪声。用CRONEX特种磨料可以以研代磨,需要进行磨削的齿轮,在精滚和硬化处理后可不经磨齿,装配后直接在工作状态下进行研磨,其效率比磨齿高十几倍至几十倍,且质量超过磨齿,又比磨齿经济,因此风琴防护罩是一种提高齿轮精度的有效方法。
齿条( Rack ):与正齿轮咬合之直线条状齿轮,可以说是齿轮之节距在大小变成无限大时之特殊情形。
1.平行轴之齿轮(圆柱齿轮)
(1)内齿轮(Internal gear):与正齿轮咬合之直线圆筒内侧齿轮。
(2)螺旋齿轮(Helical gear):齿筋成螺旋线(helicoid)之圆筒齿轮。
(3)双螺旋齿轮(Double helical gear):左右旋齿筋所形成之螺旋齿轮。
(4)齿条( Rack ):与正齿轮咬合之直线条状齿轮,可以说是齿轮之节距在大小变成无限大时之特殊情形。
2.直交轴之齿轮(圆锥齿轮)
(1)零螺旋弯齿伞形齿轮(Zerol bevel gear):螺旋角为零之弯齿伞形齿轮。
(2)弯齿伞形齿轮(Spiral bevel gear):齿筋为具有螺旋角之弯曲线的伞形齿轮。
(3)直齿伞形齿轮(Straight bevel gear):齿筋与节圆锥之母线(直线)一致之伞形齿轮。
3.错交轴之齿轮(蜗轮和蜗杆)
(1)其它之特殊齿轮:
(2)圆筒蜗轮齿轮(Worm gear):圆筒蜗轮齿轮为蜗杆(Worm)及齿轮(Wheel)之总称。
(3)错交螺旋齿轮(screw gear):此为圆筒形螺旋齿轮,利用要错交轴(又称歪斜轴)间传动时称之。