随着刀具涂层和基体的进步,干切削作为一种趋势在齿轮加工行业继续蓬勃发展,在不使用冷却润滑液的条件下,提高了切削速度,延长了刀具寿命。目前,干切削已成为锥齿轮加工的标准工艺;同时,平行轴圆柱齿轮的加工也正在逐步转向干切削。
Liebherr和LMT-Fette公司合作开发了这种滚齿加工概念,由Liebherr公司提供能够使用多区滚刀的滚齿机技术。
这两个公司的同一开发团队还发明了一种已获得zhuanli的精滚刀齿形,它可以消除带齿向修形的螺旋线齿轮的中凸误差(称为“变形”)。通常,为了消除这种变形,还需要额外进行如剃齿或珩齿等后序精加工。采用无变形(twist-free)精滚则意味着有可能取消这些后序精加工。
适用于精加工淬火后硬度较高的钢料齿轮。是一种齿轮精加工用的金属切削机床。用砂轮作为刀具来磨削已经加工出的齿轮齿面,用以提高齿轮精度和表面光洁度,这种加工方法称为“磨齿”。
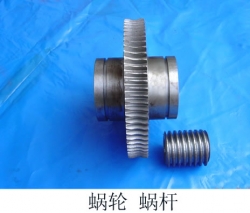
轴线固定的齿轮传动原理很简单,在一对互相啮合的齿轮中,有一个齿轮作为主动轮,动力从它那里输入,另一个齿轮作为从动轮,动力从它输出。也有的齿轮仅作为中转站,一边与主动轮啮合,另一边与从动轮啮合,动力从它那里通过,这种齿轮叫惰轮。
相互位置精度: 齿轮轴类零件的位置精度要求主要是由轴在机械中的位置和功用决定的通常应保证装配传动件的轴颈对支承轴颈的同轴度要求,否则会影响传动件(齿轮等)的传动精度,并产生噪声普通精度的轴,其配合轴段对支承轴颈的径向跳动一般为0.01~0.03mm ,高精度轴(如主轴)通常为0.001~0.005mm。
大连科尔特齿轮:www.dlchilun.com