近年来,随着齿轮加工机床需求的不断增加。涉及齿轮加工机床制造的企业也日益增多。众所周知,齿轮是最基础的机械传动元件,需求量大,应用面广。而齿轮机床是机床工业公认的技术含量最高、零部件最多、结构最复杂的产品之一。但我国我国齿轮机床行业一直处在一个尴尬的境地。
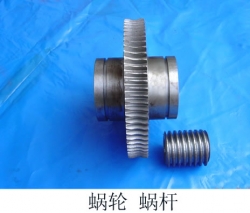
齿轮盘铣刀为什么要分段编号?
齿形曲线由该齿轮的基圆大小决定,基圆大小又与齿轮的模数、齿数、齿形角的大小有关。因此,模数和齿形角相同而齿数不同的齿轮,应有不同的铣刀,这样就需要制造许多不同齿形的铣刀,很不经济。为此,对同种模数、齿形角的齿轮盘铣刀,按被加工齿轮的齿数分段并编号,同一号齿轮铣刀加工分段内齿数的齿轮,其所产生的齿形误差,对精度要求不高的齿轮来说是允许的。这样较经济易行,所以齿轮盘铣刀要分号。
标准的齿轮盘铣刀的分段编号方法有两种,当m=l~8mm时,每套8把。分别为1号~8号;当m=9~16mm时,每套为15把,分别1号、1.5号、2号、2.5号、……8号。
金属网带现在已经成为输送行业必不可少的输送设备,现在已经逐步得到了广泛的应用,我们在应用过程中难免要对其进行维修,只有这样才能延长其使用寿命。要预先把危险化学品处理干净,否则,我们拒收。另外,可能不是危化品,但是有非常难闻的味道的,或者用于运输易燃物质的。
大连齿轮加工的热处理常识
在常温放置一段长久时间易引起裂痕的发生,此乃因残留沃斯田体产生变态、引起膨胀所导致,此现象尤其再冬天寒冷的气候下最容易产生。此外,残留沃斯田体另一个大缺点为硬度太低,使得工具的切削性劣化。
随温度之下降导致残留沃斯田体变态为麻田散体,使裂痕因此而产生,又称之为夜泣裂痕。搁置变形又称之为时效变形,乃淬火工件放置于室温引起尺寸形状变化之现象,大多导因于回火处理不完全所致。为防止搁置变形,需让钢材组织安定化,因此首先要消除不安定之残留沃斯田体(实施深冷处理)。
接着实施200℃~250℃的回火处理使麻田散体安定化。可使用深冷处理促使麻田散体变态生成,让残留沃斯田体即使进一步冷却也无法再产生变态;或以外力加工的方式,使不安定的残留沃斯田体变态成麻田散体,降低残留沃斯田体对钢材特性之影响。