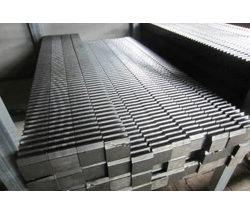
对于高精度、高硬度的大连齿轮加工,包括对材料进行热处理、加工齿形和堆焊铜层,均采用两次齿形热处理和两次线切割齿形,第一次热处理是为了消除齿条材料的内应力,然后进行第一次线切割齿形;第二次是为了使齿形达到要求的硬度,在对齿轮的两端进行堆焊铜层,经过车磨外圆后,进行第二次线切割齿形,达到齿条与外圆同轴。通过这种交替进行的方法使制得的齿条既克服了热处理材料后的材料淬透性的问题,又达到了硬度的要求,保证齿形精度的同时也提高了齿形与外圆的同轴度。
齿条主要分为直齿齿条和斜齿齿条分别与直齿轮和斜齿轮配对使用;齿轮的齿廓为直线而非渐开线,相当于分度圆半径为无穷大圆柱齿轮。主要特点是齿条齿廓为直线,因此各个点的压力角都是相同的,并且与齿廓的倾斜角也是相等的。齿条与尺顶线平行的任一条直线上都具有相同的齿距和模数。计算齿条尺寸的基准是与齿顶线平行且齿厚等于齿槽宽的直线称为分度线(中线)。
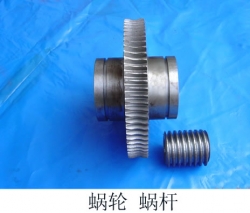
斜齿轮的渐开线斜齿轮减速机,其体积是比较小的,并且重量还轻,使用的效率高,有着比较高的承载能力,进行使用的寿命比较长,进行安装的过程中方便,其中配置的电机的功率使用范围比较广,并且传动比是一种分级的方式,其非常的精细,是能够广泛的使用在各行各业中的减速设备上。